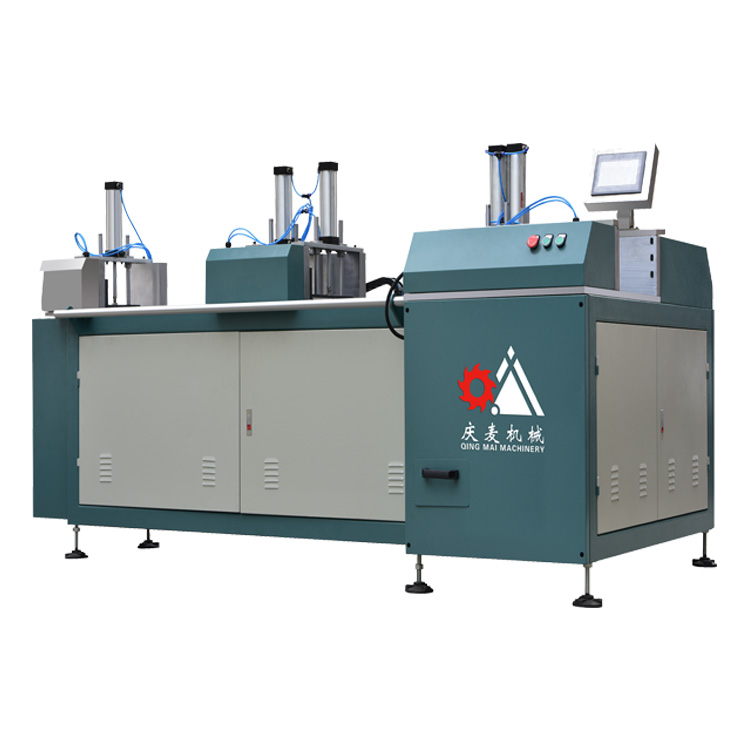
智能鋁型材切割機製造商
提供(gòng)鋁型(xíng)材切割一(yī)站式解決方案
24小時服(fú)務熱線:
18688292355
[ 掃(sǎo)一掃查看 ]
智能鋁型材切割機製造商
提供(gòng)鋁型(xíng)材切割一(yī)站式解決方案
24小時服(fú)務熱線:
18688292355
[ 掃(sǎo)一掃查看 ]
H
熱銷產品



H
熱點新聞C
聯係澳门永久成人免费网站自動切鋁機加工鋁型材(cái)工作流程
1、加工圖圖意
複查其圖片所(suǒ)指的各數據與各數據(jù)是否相吻合,在溫和的條件下,再進行材料領(lǐng)料(liào)手續,有疑惑的情況及時的反饋給上級主(zhǔ)管。
2、材料型號、規格
顏色又倉管員認可簽字後,按單內數量查實後領料(liào),領料前先檢查鋁型材規格。外觀質量(liàng):外表(biǎo)麵不得有(yǒu)腐(fǔ)蝕、氧化缺陷及劃傷,彎弧型材需(xū)要檢驗員檢驗合格後(hòu)方可(kě)領出加工。
3、鋸切常規度角鋁型材
用雙頭鋁切機按鋸床的操作規程要求(qiú)調試鋸床,根據型(xíng)材套料表試鋸1支做到自檢所做的長度、角度、表麵(miàn)等(děng)各方麵的檢查後才能批量鋸切。 鋸切小餘(yú)45度或大餘135度角鋁型材(cái):先用雙頭鋸斷材料再用單頭角度鋁型材切割機根(gēn)據圖(tú)紙內所標的角度,調試鋸床(chuáng)試鋸1支做到(dào)自檢所做的長度、角度、表麵等各方麵(miàn)的檢查。
4、根(gēn)據圖紙要求
用(yòng)產品轉運車(chē)將(jiāng)產品運到數控加工的加工區內,再(zài)進行(háng)鑽孔或銑槽。對於槽口少或相對簡單的加工件,可以在普(pǔ)通鑽(zuàn)銑床上進(jìn)行鑽銑槽口時需要按鋸鑽銑床的(de)操作(zuò)規(guī)程要求調(diào)試鑽銑床再(zài)進行加工操作。
5、檢查(chá)
加工(gōng)完成(chéng)後的產(chǎn)品,用產品運車將產品運到產品待檢區進(jìn)行(háng)產品檢查,質(zhì)檢員按圖紙根據產品(pǐn)檢測規範要求檢查產品。

自動切鋁機鋸片選購注意事項
1.直徑:在相同厚(hòu)度情況下,刀片直徑的大小決定切割的產量,直徑小產量(liàng)低,反之直徑大、產量(liàng)高,鋸片的外徑(jìng)根據不同的圓鋸機機型選擇使用直徑相符的鋸片。
2.材(cái)質:鋁材切(qiē)割機刀(dāo)片(piàn)一般采用硬質合金(jīn),好(hǎo)的設備一般采用碳(tàn)化鎢合金鋼。
3.齒數:一(yī)般來說(shuō)齒數越(yuè)多,在單位時間內切削的刃口越多,切削性能越好,但切削齒數多需(xū)用硬(yìng)質合金數量多,鋸片的(de)價格就高,但鋸齒過密,齒間的容屑量變小,容易引起鋸片發熱;另外鋸齒過多,當進給量配合不當的話,每齒的削量很少,會加劇刃口與工件的磨擦(cā),影響刀刃的使用壽命(mìng)。通常齒間距在15-25mm,應根據鋸切的材料選擇合理的齒數(shù)。
4.孔徑:孔徑是相對簡單的參數(shù),主要(yào)是(shì)根據設備的要求(qiú)選擇,但為了保持鋸片(piàn)的穩定性,250MM以上的鋸片選(xuǎn)用孔徑較大的設備。無論孔(kǒng)徑大小(xiǎo),都(dōu)可以(yǐ)通過車床或線切割機進行改造,車床可以車墊圈套在大孔(kǒng)徑內,線切(qiē)割機可以擴孔為設備所需要求(qiú)。
請撥打熱線(xiàn)18688292355,或讓澳门永久成人免费网站聯係您!


